Темы
Эдуард Якобсон
ПЕРЕСЕЧЕНИЯ
Часть шестая
На подъеме
Первого августа 1956 года, согласно предписанию по распределению студентов после окончания института я приступил к работе в должности инженера-конструктора с окладом 900 рублей в Специальном Конструкторском Бюро (СКБ) Ленинградского машиностроительного завода имени Карла Маркса, на том самом месте, где проходил преддипломную практику и готовил свой дипломный проект. Практически я вернулся в уже знакомый мне коллектив и на то же самое рабочее место, которое представляло собой чертежную доску из мягких древесных пород размером 2 на 1 метр, испещренную дырочками (следами от кнопок) и смонтированную на металлических ножках стола. Доска (крышка стола) была оснащена двухметровой линейкой с роликами, способными обеспечить её строго параллельное перемещение по натянутым струнам. Для удобства пользования стол был снабжен устройством, позволяющим привести доску из горизонтального положения в немного наклонное (этим устройством отличалась чертёжная доска от той, какой я пользовался на заводе «Вулкан»). Были в СКБ и 3 или 4 настоящих «кульмана», попавшие на завод сразу после войны, очевидно из Германии, но ими пользовались только «корифеи». Основными инструментами конструктора в те времена были два угольника, циркуль, транспортир, карандаш и самое главное - резинка. Карандаш и резинка продолжали быть незаменимыми ещё долгие годы, а возможно ещё кое-где и по настоящее время.
Основные подразделения СКБ занимали весь верхний этаж правого крыла старого кирпичного здания, фасад которого со стороны заводского двора показан на фотографии.
В этом красном здании (вид с территории) с 1945 по 1975 годы размещались дирекция, технические, коммерческие службы и общественные организации з-да им. К.Маркса (в дальнейшем головного завода Ленинградского машиностроительного Объединения им. К.Маркса)
Это был большой и очень плотно «заселённый» зал третьего этажа, выходящий окнами на обе стороны здания - на проспект Карла Маркса и на заводской двор. Здесь размещались, кроме нашего, отделы по проектированию прядильных машин для вискозного шелка и ацетатного волокна, крутильно-вытяжных и крутильных машин, различных средств механизации и изделий широкого потребления. Здесь же размещались служба нормоконтроля и технический архив, а также кабинет главного конструктора. Кроме того, в других зданиях находились отдел машин для стекловолокна и закрытый отдел при цехе спецпродукции. Кроме моего шефа, Василия Ивановича Семенова, мне довелось застать конструкторов ещё «старой гвардии», стоявших у истоков создания отечественных текстильных машин на заводе имени Карла Маркса. В числе таких ветеранов не могу не назвать таких как Иван Константинович Попов, Василий Григорьевич Ходосевич, Григорий Маркович Гутман, Михаил Иванович Вороненков и старейший из них - Сергей Александрович Парамонов, бывший долгие годы главным конструктором завода. Общая численность коллектива СКБ превышала сто человек. Из них примерно 2/3 были заняты на конструкторских работах, но не более 15 специалистов осуществляли все основные принципиальные разработки. Остальные выполняли вспомогательные, архивные и технические работы, включая копировку и корректировку копий чертежей в технологических службах и цехах завода, количество экземпляров которых было достаточно велико. Всё тогда делалось вручную.
Приход на завод имени Карла Маркса восьми выпускников Текстильного института, моих однокашников, совпал с периодом начала интенсивного подъема в промышленности производства химических волокон. Вскоре это развитие выразилось весьма наглядно в решении Майского 1957 года Пленума ЦК КПСС с практическим серьезным финансовым вливанием и, соответственно, в отрасль машиностроения для химических волокон. Существенные изменения начали происходить и с заводом имени Карла Маркса, занимавшим в своей истории уже много лет одно из достаточно значительных мест в ряду машиностроительных предприятий не только Петербурга-Ленинграда, но и всей страны.
***
Предыстория завода началась в конце ХIХ-го столетия. Уже вскоре, буквально через несколько лет, предприятие, названное заводом «Новый Лесснер», заняло достойное место в бурно развивающейся промышленности России.
Фирма Густава Лесснера, основанная в Петербурге в 1853 году, выпускала станки, паровые котлы и машины, а с 1898 года на дополнительно построенном заводе «Новый Лесснер» было организовано производство кузнечных горнов, двигателей, газогенераторов, типографских станков и ряда новинок техники.

Здание конторы завода «Новый Лесснер» сохранилось до настоящего времени.
Пионером отечественного автомобилестроения завод стал благодаря заслугам выдающегося русского инженера Бориса Григорьевича Луцкого (1865-1929). Начинал он в Германии и его работы внесли большой вклад в развитие немецкого автомобилестроения. Б.Г.Луцкой с1891 по 1897 годы трудился на Нюрнбергском теперешнем заводе «МАН» (в последние годы в должности главного инженера). Занимал высокие инженерные должности он и на автомобильных заводах «Даймлер», «Аргус», «Штевер». Он был автором конструкций ряда двигателей, а также различных образцов автомобилей.

Десять автомобилей завода "Новый Лесснер" во дворе Петербургского почтамта. 1905г.
В начале ХХ столетия на заводе «Новый Лесснер» впервые в России небольшими партиями выпускались автомобили Бориса Луцкого нескольких типов, легковые и для грузовых перевозок. Самым характерным являлось то, что это было не просто сборочное производство, а полное изготовление машин, включая двигатель, ходовую часть, кузов, т. е. всё, начиная от заготовок.
С 1909 года завод «Новый Лесснер» получает военные заказы (мины, корабельное и артиллерийское оборудование), что способствует его бурному развитию.
В 1918 году завод «Новый Лесснер» был национализирован, а в 1922 году получил название «Государственный механический завод имени Карла Маркса».
На изготовление текстильных машин завод имени Карла Маркса переключился в 1926 году, став пионером теперь уже отечественного текстильного машиностроения. В довоенный период завод выпускал чесальные, ровничные, прядильные и крутильные машины для натуральных волокон. В начале войны часть оборудования и группа специалистов были эвакуированы в Ташкент. В период блокады завод полностью перешел на изготовление боеприпасов и вооружения, включая гвардейские минометы «Катюши». В полуразрушенных цехах, почти под открытым небом, в голоде и холоде, под обстрелами и бомбами не прекращалась работа. Более 1600 заводчан ушли на фронт. Многие из них погибли. В годы войны троим карламарксовцам - В.А.Мациевичу, В.А. Савельеву и А.П.Иванову - было присвоено звание Героя Советского Союза. Погибали люди и на заводе, на их место к станкам приходили члены их семей, подростки. Многие жили на казарменном положении. Но жизнь брала свое - уже в 1944 году на заводе сново возобновилось изготовление текстильных машин.
За успехи в развитии отечественного машиностроения в довоенный период и за достижения в производстве вооружения в годы войны завод имени Карла Маркса был награжден орденами Ленина и Трудового Красного Знамени.
***
В послевоенный период завод имени Карла Маркса приступил к изготовлению машин для производства химических волокон. В связи с отсутствием опыта и научных наработок в области создания этого типа оборудования специалистов завода ориентировали на воспроизводство иностранных образцов, закупленных за рубежом или полученных в счет репараций из Германии. Это ускоряло процесс развития отечественного производства химволокон, но естественным образом ориентировало на заведомое отставание. С 1946 по 1956 год завод «КМ» (сочетание этих букв стало в дальнейшем эмблемой завода имени Карла Маркса) входил в систему Министерства машиностроения и приборостроения СССР, где текстильное машиностроение не считалось основополагающим. Попытка изменить это положение была, но просуществовала недолго: с февраля 1956 по июль 1957 г.г. завод находился в подчинении вновь образованного Министерства текстильного машиностроения СССР (хотя, по моему лично мнению, наши машины для формования химических волокон в равной степени могли бы быть отнесены к отрасли химического машиностроения). Конечно, в те времена я был очень далек от понимания этих структурных перестроек и других перепетий в верхних эшелонах власти. Значительно ближе и понятней для меня стало руководство ленинградской промышленностью с образованием Совнархозов. Завод КМ вошел в систему Управления общего машиностроения Ленсовнархоза, объединявшую большую группу предприятий северо-западного региона. Не берусь судить о целесообразности этого в масштабах страны, но в рамках моей работы и моего понимания, создание Ленсовнархоза носило явно позитивный характер. Конечно же меня больше волновало то, что имело непосредственное отношение к моей деятельности.
***
В процессе работы над проектом машины ПП-350-И я неоднократно поднимал вопрос о необходимости поездки на действующее предприятие для ознакомления с производством, но поддержки и согласия руководства добиться не удавалось. Реакция у Василия Ивановича Семенова всегда была одна: «Нет необходимости. Я всё знаю и всё, что нужно, тебе расскажу». Дошло дело даже до конфликта, который рассматривался по моей инициативе в парткоме. (К тому времени я уже вышел из комсомола по возрасту, а в партию вступать не собирался, хотя и признавал её руководящую роль). Обращение в партком ничего не дало, но меня удовлетворило то, что меня выслушали и признали мое желание справедливым. Но начальству видней и ссориться из-за этого не следует. (Независимо от этого я оказался в числе премированных медалью ВДНХ за создание машины ПП-350-И вместе со своим руководством и некоторыми другими товарищами, о которых я раньше ничего даже и не слышал).
После выпуска рабочих чертежей и завершения технологической подготовки мне уже было не до командировок. Производство раскрутилось на «полную катушку» и я не вылезал из цехов. Кроме того я не выпускал из внимания процесс разработки упаковочной документации. К занимавшимся упаковочной документацией старушкам особого доверия у меня не было и мне приходилось, не без определенных усилий, некоторые вещи регулировать. Не зря. Вскоре мне это очень пригодилось. А пока суд да дело, уже с декабря 1956 года, спустя четыре месяца после начала постоянной работы на заводе, меня обрадовали повышением в должности до старшего инженера-конструктора с окладом уже 1100 рублей. К тому времени я уже был женат и дополнительные 200 рублей были совсем не лишними.
В этот же период наш коллектив пережил и трагическое событие: практически на своем рабочем месте скоропостижно скончался начальник СКБ Сергей Александрович Парамонов, старейший из ветеранов завода имени Карла Маркса, один из ведущих специалистов в стране в области отечественного текстильного машиностроения. Это был опытнейший инженер ещё дореволюционной закалки, интеллигентный, скромный и уважаемый человек... Его место занял начальник одного из отделов СКБ - Михаил Иванович Вороненков.
***
Изготовление машины шло полным ходом и это требовало безотлагательного решения всех технических вопросов. Я буквально не вылезал из цехов. Здесь были и сбои в обеспечении материалами - нужно было определять возможную замену. Здесь были и отступления от чертежа - нужно было думать, как эти детали исправить и использовать, или пустить в брак. Были ошибки и в чертежах. Самым неприятным и сложным было то, что это проявлялось на стадии завершения изготовления, в процессе сборки узлов и стендовой сборки самой машины. Ко всему этому ещё и добавлялась чехарда с комплектующими изделиями.
Но «нет худа без добра»: за эти несколько месяцев я изучил почти все службы и цеха завода, познакомился со многими специалистами и даже с некоторыми подружился.
Вопросов в процессе изготовления опытного (а по существу экспериментального) образца возникало очень много. Хоть технологическая подготовка и считалась завершённой, она носила весьма условный характер. Этот процесс здесь был совсем не похож на то, с чем я имел дело на заводе «Вулкан», где конструктор и ведущий технолог с самого начала проектирования работали в тесном контакте. Там готовность чертежей на основные, наиболее ответственные детали опытного образца машины совмещалась с разработкой технологии изготовления и чертежей на необходимую технологическую оснастку, включая специнструмент. На Карла Маркса же технологи включались в работу только на завершающей стадии или даже после выпуска полного комплекта чертежей. Кроме того, изготовление опытного образца шло под девизом «минимум оснастки», что никак не соответствовало специфичности машины и часто отражалось на качестве. Если там (на «Вулкане») повторяемость деталей в машине была единичной (кроме «шляпок» - единственной позиции), то здесь повторяемость определялась количеством рабочих мест и была в основном кратна их числу в машине ( в моем случае 92). Было, правда, и общее: там и тут многие технологические процессы в большинстве своем были аналогичны и носили только маршрутный характер. Но условия-то значительно отличались - продукция же была совсем другой. Такая экономия носила несколько странный характер. Я и тогда был не очень уверен в её оправданности в таких масштабах, но мое мнение мне рекомендовали держать при себе.
***
Однажды меня и Олега Пономарева пригласили в партком и познакомили с корреспондентом:
- «Главный конструктор рекомендовал поручить вам написать для городской газеты «Смена» о ваших первых шагах на производстве после окончания института...»
- ?
- «напишите, как вы используете знания, полученные в институте...»
Посоветовавшись, мы решили не отказываться. Дали нам десять дней на подготовку. Мы выдвинули только одну просьбу - сохранить всё в нашей редакции.
Наша, в половину газетной страницы, статья «Молодой специалист пришел на завод» была опубликована почти без изменений. Первая часть статьи была отведена в основном критике учебного процесса: недостаточное количество учебного времени на специальные предметы и, в частности, на изучение особенностей оборудования для химических волокон. Во второй части статьи мы сетовали, что лишены возможности знакомиться с условиями эксплуатации,
Обсуждение нашей публикации было проведено на специальной конференции в ЛТИ. Одним из пунктов резолюции было решение обратиться в Министерство с ходатайством о выделении средств на заграничные командировки профессорско-преподавательскому составу института для обмена опытом. Мы же получили удовлетворение только от гонорара - по 150 рублей каждому.
***
На календаре уже была осень 1957 года, погода стояла такая, какая часто бывает в Ленинграде при оттепели в разгар зимы. Трудно было понять, чем была покрыта трава: ни то это изморозь, ни то изморось. Дул не сильный, но неприятный ветерок, орошая лицо сыростью. С газонов вытекали мутные ручейки и переполняя лужи растекались под ноги редких прохожих. Ещё на подъезде к станции, почти рядом с путями из окна вагона хорошо были видны трубы и корпуса крупного предприятия. Судя по полученной мною информации, это и был комбинат. (Я уже не один раз совершал путешествия из Ленинграда в Москву. Дорога в те времена ещё была не подготовлена для скоростного движения и поезда на паровозной тяге совершали этот путь за 12 — 14 часов с остановками через каждые полтора-два часа. Да и остановки были такие, что можно было успеть, например, в Калинине или в Бологое пообедать в вокзальном ресторане. У пассажиров в дороге было достаточно времени, чтобы ознакомиться со многими, почти одинаковыми вокзалами, находящимися между линиями путей противоположных направлений и приобрести там что-нибудь характерное именно для каждой станции. Так на подъезде к Ленинграду, на станции Любань всегда покупали прекрасные цветы, которые выращивали местные жители. Сейчас все эти станции многие поезда пролетают почти не сбавляя скорости).
Забор комбината П/Я 507 начинался почти от самого вокзала и поворачивал налево, вдоль шоссе Москва - Ленинград. Запах сероводорода и вытяжные трубы, маячившие в туманной дымке, указывали мне нужное направление. В управлении комбината были оповещены о моём приезде, и там состоялось мое знакомство с инженером ОКСа Борисом Каушанским, который в дальнейшем мне очень помогал в работе.
Цель, с которой я прибыл в Клин была весьма банальна. По аналогии с ПП-700-И наш опытный образец был спроектирован двухсторонним: (как бы из двух машин - по 46 рабочих мест в сторонках левого и правого исполнения). Эти сторонки объединялись только металлоконструкциями, площадками обслуживания и коммуникациями. Для установки и испытаний машины проектный институт ГИПРОИВ определил Клин, но когда оборудование уже туда поступило выяснилось, что в прядильном цехе есть место только для одной из сторонок машины. Кто-то где-то недосмотрел, недоучёл, а скорей всего «пролопушил» (по Райкину - недокрутил, недовертел) и «сверху» поступила команда - «В срочном порядке разделить и вторую сторонку машины отправить в Киев». Кому ехать и делить? Не старушкам же, которые делали упаковочную документацию! Самым подходящим оказался я. Тем более, что я не только просился побывать на производстве (и жаловался, что не пускают), но и настырно влезал в вопросы упаковки. Тут быстренько появились все необходимые для моей командировки документы. А делить машину оказалось не так-то и просто - она упакована примерно в полутора сотнях ящиков и пакетов (несколько железнодорожных платформ). Больше половины ящиков пришлось вскрывать, содержимое раскладывать и всё это переупаковывать заново. Всё оборудование в огромном штабеле находилось у комбинатской железнодорожной ветки под открытым небом. В мое распоряжение была выделена бригада и автопогрузчик, но площадку и порожнюю тару для проведения работ нужно было ещё подготовить. Временами дождь вынуждал нас делать перерывы. Не меньше двух недель заняла процедура разделения машины и, как выяснилось в дальнейшем, без особых (на удивление) огрехов. Видимо не зря я вмешивался в процесс упаковки.
Следующая моя командировка в Клин была значительно более длительной и не менее ответственной. Правда здесь я был уже не один, а с опытными монтажниками-слесарями и специалистами-электриками нашего завода. Впервые мне довелось принимать участие в монтаже и подготовке к испытаниям. Здесь нам очень помог механик прядильного цеха Александр Павлович Астафьев, хорошо знавший машины, немецкую РС и нашу ПП-700-И. Особенность работ заключалась в том, что машину ПП-350-И ставили в действующем цехе. Вот тут уж я и окунулся в атмосферу производства капрона по-настоящему и нанюхался его испарений на полную, как говорят, катушку.
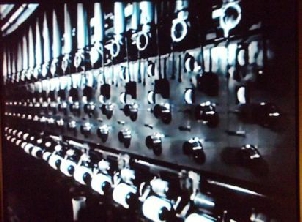
Одна из сторонок
приемно-намоточной части
машин ПП-350-И
и следующих её модификаций
ПП-350-И2 и ПП-350-И3
Испытания машины ПП-350-И прошло довольно быстро и завершилось тем, что приемно-намоточную часть комиссия рекомендовала к серийному производству, а остальное предложено было воспроизвести из узлов машины ПП-700-И. В таком виде она и была доработана в Клину и в Киеве и принята к выпуску серии. Уже тогда было известно, что начато строительство новых предприятий.
Первые знакомства со специалистами у меня состоялись именно на этих производствах и с многими из них мои пути в дальнейшем пересекались неоднократно. Особенно мне запомнился Владимир Анатольевич Торопов, бывший тогда начальником прядильного цеха в Клину. Он был одним из основных критиков формовочной части моей машины и был абсолютно прав. Здесь же я познакомился с Борисом Алексеевичем Мухиным и Анатолием Григорьевичем Большаковым, будущими руководителями В/О «Союзхимволокно».
В сфере моего общения были очень разные люди, но, как правило, практически всех объединяла по отношению ко мне доброжелательность и отзывчивость. Они понимали, что у меня ещё нет достаточных знаний (я не скрывал этого) и не отказывали в советах и реальной помощи.
***
Значительные изменения начали происходить на заводе КМ с вхождением в Ленсовнархоз. Первое, что почувствовал коллектив завода — это смена руководства. Директором был назначен хороший хозяйственник, Александр Кондратьевич Степанов, обладавший многолетним опытом и обширными связями. Это был не лишённый чувства новаторства специалист, пользовавшийся большим авторитетом в области машиностроения и в партийных органах города. В это же время ушел на преподавательскую работу мой бывший руководитель дипломной работы, главный инженер завода Николай Михайлович Дмитриев и его место занял начальник СКБ Михаил Иванович Вороненков.
Стало известно, что первая серийная партия машин ПП-350-И предназначается для строящегося в Энгельсе комбината химволокна, одного из типовых предприятий для производства капроновой текстильной нити. Это меня еще больше вдохновило - ведь в этой машине было использовано очень многое из моего дипломного проекта. Вскоре меня назначили ведущим конструктором. Я вёл в производстве и в испытаниях опытный образец ПП-350-И и кому, как не мне предстояло обеспечивать техническое руководство в изготовлении и освоении в эксплуатации моей первой серийной партии машин. К этому времени я уже достаточно хорошо познакомился с производством капрона в Клину и в Киеве.
Мой шеф В.И.Семенов теперь уже полностью мне доверял и практически не вмешивался в мою работу, предоставив полную самостоятельность. Да ему было и не до меня. В отделе разрабатывались параллельно ещё две новых машины: одна специально для капроновой кордной нити (ПП-1000-И) и другая, совершенно оригинальная машина для капронового штапельного волокна (ПВК-1500-И).
Энгельсский комбинат должен был быть введен в эксплуатацию в 1960 году. Сроки подпирали и нашему заводу просто нереально было так быстро изготовить 10 таких больших (на 92 рабочих места) сложных машин. Вот здесь и проявил себя в полной мере организаторский талант нашего нового директора. Александр Кондратьевич сумел использовать политическую ситуацию. Опираясь на решение майского 1957 года Пленума ЦК КПСС он оперативно провел через Ленсовнархоз поручения ряду крупнейших предприятий города об оказании помощи заводу Карла Маркса в изготовлении ПП-350-И. В числе наших смежников оказались такие предприятия, как «Электросила», «Судомех», вагоностроительный завод имени Егорова, завод имени 25-го Октября и ряд других, включая несколько оборонных заводов. При этом Степанов сумел сделать так, что нашему заводу оставалось изготавливать не больше половины общего объема деталей и узлов машины. Правда, за нами ещё оставалась необходимость комплектовать, проводить контрольные сборки, упаковывать и осуществлять отгрузку, а это в общей сложности порядка 1500 ящиков. Но это уже было не главное.
Я, на правах авторского надзора, обладал доступом на все заводы- изготовители и пользовался возможностью формировать технические требования в дополнении к указаниям чертежей. Это позволяло мне ужесточать эти требования, что воспринималось как должное (решения конструктора на этих предприятиях не обсуждались и выполнялись беспрекословно). Это обеспечивало такое качество, добиться которого на нашем заводе было бы сложно, практически, пожалуй, и невозможно. Особенно это касалось плотности сварных швов, работающих в среде токсичного теплоносителя с температурой +280 градусов, а также высокого класса точности, твердости гальванического покрытия и чистоты поверхности самых ответственных деталей машины. Со всем этим на заводе Карла Маркса всегда возникали проблемы.
С моим непосредственным участием был осуществлен монтаж и своевременный ввод в эксплуатацию на комбинате химволокна всех десяти машин в городе Энгельс . Это было для меня хорошей школой. Машина ПП-350-И прошла со мной за четыре года весь цикл от дипломного проекта и до освоения серийных машин в условиях совершенно нового крупного производства капроновой нити.
***
Во второй половине 1959 года произошли и другие перемены. С целью реализации постановлений правительства начала осуществляться первая за многие годы реорганизация технических служб завода Карла Маркса и пришел черёд расширения его производственных площадей. Заводское СКБ превратилось в отдел главного конструктора (ОГК). Большая часть сотрудников перешла в штат вновь созданного специального конструкторско- технологического бюро машин химических волокон (СКТБ МХВ). Практически весь отдел, с В.И.Семеновым во главе, перешёл в новую организацию. Я уходить с завода не хотел и мне было поручено возглавить значительно поредевший коллектив (с первого сентября 1959 года после этого назначения оклад у меня стал уже 1500 руб.). Наступил какой-то сумбурный период. Люди приходили и увольнялись, не успев даже толком ознакомиться с характером работы. Временами численность моего отдела вырастала до 25 человек. Бывало, что мне в штат вводили конструктора вместе с выполнявшейся им ранее работой, не имеющей даже близко ничего общего с нашей специализацией. Продолжалось это года полтора. Постепенно всё встало на свои места, конечно не без определенных усилий с моей стороны. В некоторых вопросах мне помог и директор завода. С помощью Александра Кондратьевича мне удалось, в частности, отбиться от значительной части бюрократических процедур и, в том числе, от составления ведомостей на разовые заказы запчастей, которые постоянно требовал плановый отдел по установившейся давным-давно традиции. Кроме того, из моего отдела была выведена группа, занимавшаяся тарой и упаковкой. В конце концов, функции отдела стали достаточно конкретны: серийное производство агрегатов для формования из расплавов и приемно-намоточных машин для различных по назначению полиамидных волокон. Стабилизировался и кадровый состав, в основном за счет нового пополнения. Костяк отдела образовали молодые специалисты: выпускница Ленинградского Политехнического института Нина Ивановна Истомина и три выпускника механического факультета Ленинградского текстильного института: Арнольд Яковлевич Наравцевич, Наум Самойлович Мошняцкий и Зинаида Максимовна Маркова, а так же два техника — Тамара Ивановна Тамахина и Вера Михайловна Кузмина. Именно с этим коллективом я проработал больше 20 лет в деловой товарищеской обстановке. Именно с ними были разработаны и внедрены более двух десятков изобретений и бессчетное количество рационализаторских предложений. Я инициировал и развивал это коллективное творчество.
Благодаря интенсивным финансовым вливаниям и усилиям А.К.Степанова в 1959 году развернулось строительство большого корпуса, в одном из пролетов которого разместился цех окраски с конвейером и камерными сушилками и участок упаковки продукции. Ещё в двух пролетах был оборудован экспериментальный цех с большим механическим участком, сборочными и испытательными стендами. Параллельно строился деревообрабатывающий цех с участком изготовления тары и строительным цехом, а также оборудовалось новое здание электромонтажного цеха.
Территория завода КМ (так же, как и завода «Вулкан») разделена улицей на две части. Первая площадка была ещё во времена Лесснера почти полностью застроена зданиями цехов и уплотнена до предела уже в предвоенные годы. Здесь были два больших механосборочных цеха, крупный литейный цех, кузница, инструментальный цех, цех веретен и крутильных колец, ремонтный цех и ряд других участков и производств. Расширяться можно было только за счет второй большой площадки, которая в основном использовалась под склады, вспомогательные службы и в значительной степени пустовала.
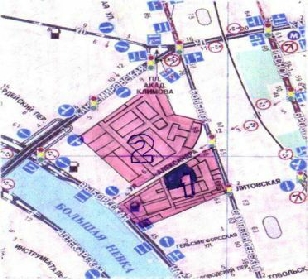
Примерная схема расположения площадок завода имени Карла Маркса, разделенных улицей имени Александра Матросова
(тёмное пятно - уничтоженные пожаром 2009 года столетние производственные помещения).
В это же время начало набирать силу и СКТБ МХВ, штат которого вырос в несколько раз, пополнился молодыми специалистами и укрепился группой конструкторов с большим опытом работы в машиностроении. (К их числу я бы отнес в первую очередь Дмитрия Николаевич Беспалова и Бориса Алексеевича Гудовского, с которыми мне довелось сотрудничать долгие годы). Соответственно возросли объемы конструкторских разработок и значительно выросла номенклатура создаваемого оборудования для химических волокон. Директором СКТБ МХВ был назначен Глеб Александрович Голубев, бывший главный технолог завода «Вулкан», весьма энергичный и знающий специалист, уже поработавший года два в Ленсовнархозе. Главным инженером СКТБ МХВ стал один из старейших ведущих конструкторов завода КМ, Иван Константинович Попов, вернувшийся из Китая, где он находился в длительной командировке по оказанию технической помощи.
На фоне такого активного расширения производственных возможностей и создания базы для проведения предпроектных экспериментальных и опытных работ техническое оснащение собственно конструкторских подразделений оставалось ещё на достаточно низком уровне. Единственным заметным изменением было почти полное обеспечение конструкторов «кульманами». (Название прибора происходит от наименования немецкой фирмы Franz Kuhlmann). Они упрощали черчение, но всё же качество этой нашей оргтехники оставляло желать лучшего.

Наш «кульман»
Вот такой чертежный прибор пантографной системы с поворотной головкой на регулируемой по высоте и наклону доске в те времена являлся практически единственным средством механизации конструкторских разработок. Тогда он был незаменим и мне известно, что этой техникой пользуются (по крайней мере в России) ещё многие и в настоящее время.
Именно на таких досках в СКТБ МХВ создавались машины для промышленности химических волокон в СССР в период после 1960-го и до 1980-х годов (правда, были и чертежные станки с параллельным перемещением головки с линейками по вертикали и горизонтали, но они были весьма дефицитными, и в СКТБ МХВ их было не более десятка).
***
Нужно иметь в виду, что в довоенное время научными разработками в области производства химических волокон занимался практически только Всесоюзный Научно-исследовательский Институт Искусственных Волокон (ВНИИВ) в городе Мытищи под Москвой. При этом его основной тематикой были растворные волокна. Отечественная наука в области синтетических и, в частности, полиамидных волокон типа «капрон» только зарождалась.
Таким образом, на заводских конструкторов, не имевших абсолютно никакой научно-исследовательской базы, возлагалась обязанность создания новой техники. В этом случае они вынуждены были опираться только на инженерную интуицию, обобщая часто разноречивую информацию, поступавшую от производящих капроновые нити предприятий, которые и сами только ещё начали накапливать опыт. При этом Главное Управление Искусственных Волокон (ГУИВ) Минхимпрома, объединяющее предприятия химволокон, часто просто было не в состоянии изложить и достаточно полно сформулировать задачи, которые отрасль, как заказчик, должна была бы предъявить машиностроителям. В значительной степени это относилось к первичной стадии производства полиамидного волокна - к оборудованию для формования и стабилизации нитей (с дальнейшей текстильной переработкой, как более консервативной в своей основе, дело обстояло несколько лучше).
Самым простым решением оказывались требования воспроизводства тех или иных машин по импортному образцу. Именно это и было реализовано в послевоенный период для начала производства полиамидных (несколько позже полиэфирных) волокон. Это позволяло ускоренным методом освоить новый вид производства, но совершенно недостаточно было, чтобы обеспечить выход на конкурентоспособный уровень в мировом производстве. Любое копирование техники уже само собой определяло отставание. Наглядным примером этому являлась машина ПП-700-И, скопированная с немецкой машины РС, установленной в конце сороковых годов в Клину на заводе П/Я 507. (Расстояние между вертикально расположенными технологическими линиями «рабочими местами» машины 700 мм. плохо сочеталось со стандартной шестиметровой строительной сеткой колонн здания, принятой в СССР; в машине РС была чрезмерно массивной намоточная часть, что определялось необходимостью нести на себе всю нагрузку верхних этажей машины, но она сохранена при копировании, хотя уже даже для первой отечественной машины в этом никакой необходимости не было - размещение оборудования зоны формования и загрузочной части машины на строительных перекрытиях это исключало). Кстати, клинский «Почтовый ящик 507» был первенцем в промышленном производстве капронового волокна. За ним последовали Киевский П/Я 512, Барнаульский, Курский и другие. (Почтовыми ящиками они становились традиционно, по аналогии, видимо, с клинским предприятием, где ещё с конца двадцатых годов действовало производство вискозного волокна, на основе которого со временем начато было изготовление сверхсекретного пороха повышенной взрывной силы. Только тогда, когда я всё это узнал, мне стало понятно, почему я нигде не мог найти достаточно вразумительных материалов для работы над дипломным проектом. В открытой печати информации по производству химических волокон тогда было очень мало. Можно было только удивляться, что в области гражданского машиностроения имела место такая таинственность. Позже мне стало понятным и то, что публиковать сведения о технике, воспроизводимой по образцам, было бы, мягко говоря, не очень этично).
Потребности отрасли химических волокон росли не по дням, а по часам. Только для области производства полиамидных и полиэфирных волокон был создан в СКТБ МХВ целый комплекс новых отечественных (правда, всё ещё с определенной степенью заимствования) машин и агрегатов для выработки кордной и технической нити низких номеров (шины, рыболовные сети и т.п.), для нитей высоких (тонких) номеров (текстиль, трикотаж, чулочная промышленность), для штапельного волокна, используемого в смеске с натуральными волокнами.
***
Почти сразу после завершения работ в Энгельсе меня направили в Чернигов, где подходило к концу строительство опытного производства, и ускоренными темпами строились корпуса основных технологических и вспомогательных цехов. Получалось так, что я почти половину своего рабочего времени находился в командировках (Клин, Киев, Энгельс, а теперь уже Чернигов - уже давно забыт мой конфликт с Василием Ивановичем Семеновым, считавшим, что с эксплуатационниками может общаться только он). Некоторые командировки были довольно затяжными (до двух месяцев), но зато это способствовало установлению новых контактов и, самое главное, дополнительному изучению особенностей технологии монтажа оборудования и расширению знаний процессов производства капрона. Немаловажным значением для меня было общение со специалистами разных уровней. Началось всё ещё с Клина. В дальнейшем почти на всех новых комбинатах я часто встречался с теми, кто работал в Клину, с проходившими там учебную практику или бывшими там по обмену опытом. Бывало, при знакомстве выяснялось, что тот или иной специалист является выпускником ленинградского текстильного института. Всё это очень упрощало общение, делало его более доверительным и способствовало расширению моего кругозора. В частности, по Энгельсу мне хорошо вспоминаются три человека: это бывший клинский механик производства Мамкин, директор предприятия Леонид Георгиевич Баранов и механик прядильного цеха, молодой специалист, выпускник московского текстильного института Вадим Ильин (о последнем я при случае расскажу особо). В Киеве мне довелось познакомиться с творчески настроенным начальником опытной лаборатории Константином Евгениевичем Фишманом. Там же судьба меня свела с директорами И.Г.Шимко и Н.А.Хрузиным и многими другими, включая начальника ОТК комбината Бориса Михлина, выпускника ленинградского текстильного института.
В те времена было принято, что строительство крупных предприятий осуществлялось под контролем местного партийного руководства. Так было и в Энгельсе. Регулярно в директорском кабинете собирались на большой планерке ответственные представители строительных, монтажных и других организаций, ведущих работы на пусковом объекте. Одним из самых крупных поставщиков технологического оборудования был наш завод, полномочным представителем которого оказался я. Чаще всего к нам вопросов не возникало, хотя у нас, конечно, не обходилось без необходимости в некоторых переделках, пригонках, доработках. Всё это я старался решать в рабочем порядке. В этом мне очень помогали дружеские отношения с механиками производства и цеха. Кроме того у меня была прямая связь с директором КМ Степановым, который при необходимости принимал оперативные решения по моим сигналам. Он мне полностью доверял.
Больше того, с моей подачи он даже помог строительству в обеспечении электроснабжения комбината дефицитным кабелем, который местные снабженцы не могли приобрести. Буквально через три-четыре дня этот кабель был специальной машиной доставлен в Энгельс. Это тоже послужило положительным фактором: к ленинградцам в Энгельсе установились прекрасные отношения. Директор комбината Л.Г.Баранов это поддерживал. А хорошие деловые контакты между директорами сохранялись ещё не один год. Самое же главное заключалось в том, что прядильные машины, изготовлявшиеся в условиях кооперации с помощью ряда ленинградских предприятий, не имели практически никаких нареканий по качеству изготовления.
***
Черниговский комбинат был первым предприятием, где предусматривалось, кроме выпуска нитей текстильного ассортимента, ещё и производство капроновой кордной ткани по полному циклу. Проектные мощности комбината были предусмотрены значительно более высокого уровня, чем на любом из действовавших в то время в стране капроновых производств. Прядильный цех оснащался полностью машинами завода КМ, в числе которых первыми должны были быть пущены семь 92-хместных машин для текстильного ассортимента. Это была модификация машины, аналогичная ПП-350-И, которыми был оснащен комбинат в Энгельсе. Она фигурировала под маркой ПП-350-И3 и отличалась частичным воспроизводством плавильно-формовочной части по образцу итальянской машины фирмы «Snia Viscosa». Её особенность заключалась в применение групповых плавильных устройств и формовочных головок с сегментными фильерами (нитеобразующие пластины с отверстиями 0,2 мм).
В Чернигове всё оказалось намного сложней, чем в Энгельсе. Комбинат считался в тот период крупнейшим пусковым объектом химической промышленности республиканского значения. Таким образом строительство здесь оказалось под прессинговым контролем не только местных партийных органов, но и Совнархоза Украины. Эти инстанции исходили из необходимости действенной реализации своей руководящей роли и поэтому держали на строящемся объекте своих постоянных представителей, «направлявших и мобилизующих» трудящихся на ударный труд. Периодически и высокие начальники наезжали на объект. Учинив всеобщий «раздолбон», раздав строгие предупреждения и указания, они уезжали, установив новые, совершенно не сообразующиеся с реальностью, жесткие сроки. Доставалось и мне, как представителю одного из крупнейших поставщиков технологического оборудования. Огрехов было достаточно много и в основном это были очень досадные конструкторские промашки, которые выявлялись только на стадии пусковых испытаний. Все они относились к узлам, воспроизведенным по итальянскому образцу. При эскизировании многие фрагменты конструкции узлов формовочной части не были достаточно хорошо исследованы, так как не допускалось вскрытие импортных сварных конструкций. Определить некоторые особенности было невозможно, и оставалось только догадываться, как они изготовлены. Но здесь-то и были допущены серьезные ошибки. Во фланцевых соединениях на подаче гранулята и в зоне плавления невозможно было добиться герметичности, а в расплавопроводах, от плавильного устройства к фильерным блокам, проток теплоносителя не обеспечивал требующуюся температуру. Причины мы выяснили, но исправить это можно было только в заводских условиях. Таких, достаточно сложных и крупных, узлов было по 24 комплекта на машину (всего 182 с запчастями). Это стало чрезвычайным происшествием, грозившим грандиозным скандалом. Только благодаря оперативно принятому нашим директором, А.К.Степановым, решению было организовано челночное автотранспортное сообщение Ленинград - Чернигов и обратно. Все силы были брошены на исправление в максимально сжатые сроки, но репутация завода КМ оказалась подмоченной, да и завод понес значительные убытки. Это была самая крупная неприятность, но далеко не последняя. Мне уже становилось многое не по силам и А.К.Степанов, понимая это, подключил к доводочным работам конструкторов СКТБ МХВ, группу испытателей и опытных слесарей и специалиста-инструментальщика Валентина Лукина. Возглавил эту бригаду молодой выпускник Ленинградского Военно-механического института Георгий Иванович Курганов, который недавно пришел на завод на должность начальника технологической лаборатории. Конечно я привлекал к этим работам и сотрудников моего отдела, стараясь делать так, чтобы они владели ситуацией и представляли себе условия эксплуатации оборудования. Через это у меня в дальнейшем проходили все, правда некоторые не всегда охотно выезжали за пределы Ленинграда.
Нам оказывали огромную помощь в механических мастерских Всесоюзного Научно-Исследовательского Института Машин Синтетических Волокон (ВНИИМСВ), размещавшихся на территории комбината. Практически этот участок ВНИИМСВа был полностью загружен нашей работой.(Этот институт находился в стадии организации и корпуса его ещё только начали строить рядом с комбинатом. Первым директором ВНИИМСВа был Николай Федорович Клочко и было время, когда он предлагал мне хорошую работу и квартиру в Чернигове).
В этот же период на заводе КМ находилась уже в изготовлении новая машина ПП-1000-И для кордной нити. Ведущим конструктором её и автором ряда новшеств был мой однокашник, Олег Васильевич Пономарев (через несколько лет ему было присвоено звание «Заслуженный изобретатель»), с которым у меня тогда были дружеские отношения. Первая партия этих машин предназначалась для Чернигова. В машине ПП-1000-И процент создаваемых по импортному образцу элементов конструкций значительно сократился. Кроме того Пономарев учел печальный опыт с фрагментами узлов формовочной части ПП-350-И3 и своевременно ввел необходимые поправки в чертежах, принципиально сохранив идею итальянского варианта. Абсолютно оригинальной была созданная Пономаревым приемно-намоточная часть машины ПП-1000-И. Шаг 1000 мм был принят в связи с применением двух намоточных механизмов на каждом рабочем месте Это обеспечивало безотходную перезаправку, что при наработке толстых (кордных) нитей давало большой экономический эффект. Новшеством был также отказ от трансмиссионных приводов рабочих органов намоточной части. Каждое рабочее место имело свой индивидуальный привод, а синхронность работы всех рабочих мест обеспечивалась применением специальных преобразователей. Кроме того, с расстоянием 1000 мм между рабочими местами машина хорошо размещалась в стандартной сетке колонн здания. В таком исполнении партия машин ПП-1000-И была выпущена, но большого распространения не получила, так как появлялись усовершенствованные новые конструкции.
***
Этот период был характерен рядом крупных структурных и организационных преобразований. Постановлением Ленсовнархоза от 14 сентября 1962 года было образовано Ленинградское машиностроительное объединение (ЛМО), в состав которого вошли заводы «Вулкан» и «Вперед», и имеющие с ними прямую связь специальные конструкторские бюро трикотажных машин (СКБ ТМ) и, соответственно, кожевенно-обувных машин (СКБ КОМ), а также псковский машиностроительный завод «Псковмаш». Головным предприятием этого объединения стал наш завод. Таким образом ЛМО стало носить имя Карла Маркса и сохранило заводскую эмблему «КМ».
Я не очень был осведомлен в деталях этих преобразований. Не представлял, что всё это даст заводу КМ, но почувствовал, что некоторым службам сразу добавилось много новых хлопот. Позже стало очевидно, что это был прицел и на централизацию управления и дальнейшее расширение производства оборудования для химических волокон. Во всяком случае, сразу стало известно, что заводу «Псковмаш» будет поручено осваивать новые агрегаты и прядильные машины для растворных волокон по новым проектам СКТБ МХВ. Это определяло в перспективе возможность наращивания мощностей завода КМ на существующих площадях для увеличения объемов выпуска техники установившегося профиля, преимущественно для расплавной синтетики и полиэфирных волокон. Тематика работ в СКТБ МХВ в этой области значительно расширилась и число разработок значительно выросло. Уже два больших отдела вели работы в этом направлении. Впервые в стране создавалось оборудование для новых типов волокон и, в том числе, для промышленного производства волокна «ЛАВСАН», химическая технология которого была разработана в «ЛАборатории Высокомолекулярных Соединений Академии Наук» (отсюда и название волокна). В Курске и Могилеве уже строились производства специально для выпуска лавсановой нити.
Трудно восстановить подробности пятидесятилетней давности, да и я не очень был посвящен тогда в деятельность СКТБ МХВ. Она выходила далеко за рамки тех тем, к которым я в те времена имел отношения. Мой кругозор был не таким уж широким, чтобы я мог охватить весь объем работ, который был развернут в СКТБ МХВ в первой половине шестидесятых годов. Могу только с уверенностью сказать, что такого широкого размаха создания новой техники я лично ещё не встречал и думаю, что его, до определённой степени, можно было бы сравнивать с периодом советской индустриализации первых пятилеток. Только для производства капронового волокна проектировались и строились крупные предприятия в Даугавпилсе, Волжске, Щекино, Рустави, Гродно и расширялись в Курске, Клину, Киеве и Барнауле. Потребность в создаваемом в СКТБ МХВ технологическом оборудовании непрерывно росла. Появившиеся сравнительно новые импортные образцы машин на некоторых комбинатах позволяли наглядно сравнивать уровень техники и тенденции её развития. Хотя заимствование и не прекратилось, накопленные знания и опыт позволяли создавать свои новые конструкции, в чём-то даже не уступающие по оригинальности решений передовым фирмам - итальянской “Snia Viscosa“и немецким, таким как „Barmag“, „Neumag“, “Textima“ и другие.
Не стояла на месте и легкая промышленность. Появились новые требования и к волокну, что влекло за собой появление новых технологий, обуславливающих необходимость создания новых машин, новых конструкций. Активно заработали в этом направлении ВНИИСВ, ВНИИМСВ, ГИПРОИВ, ВНИИЛТЕКМАШ и другие институты. Кроме того, на некоторых предприятиях опытные установки превратились в научные лаборатории, которые также вносили свой вклад в общее дело.
Особым местом в этом направлении явилось создание машин для производства капронового штапельного волокна. Под руководством В.И.Семенова была разработана и запущена в производство совершенно оригинальная машина с механизмом крючкового типа для вытяжки и резки волокна. Ведущий конструктор Владимир Львович Форер (мой бывший однокашник) вместе с коллегами сумел в кратчайшие сроки воплотить в рабочую документацию идею группы изобретателей ВНИИВа (в числе которых Н.В.Шишкин, А.С.Прокофьева и др.) и создать практически новый тип машины, где впервые в отечественной практике, кроме ряда новинок, был применен электрообогрев вместо высокотемпературного органического теплоносителя (ВОТ). Эти машины (им была присвоена марка «ПВК-1500-И») успешно эксплуатировались в Клину, в Киеве и в Энгельсе на штапельных производствах. 
Крючковый механизм для непрерывного процесса вытяжки и резки капронового штапеля в машине ПВК-1500-И
(В связи с изменившейся технологией производства капронового штапеля мне несколько позже довелось приложить руку к реконструкции этих машин в Киеве). Буквально через несколько лет, в связи с требованием потребителей, появилась необходимость в создании агрегата с непрерывным процессом формования, вытяжки и гофрировки лавсанового жгута с укладкой его в контейнер. Это был уже совершенно другой тип оборудования, в его создании активное участие принимал ещё один мой бывший однокашник, к.т.н. Леонид Маркович Зельдин (в проекте агрегата был использован изобретенный им укладчик жгута). На головном заводе по проектам СКТБ МХВ изготавливались и агрегаты ША-5К и ША-3Л для переработки в штапель невытянутого капронового и лавсанового волокна. Эти агрегаты были поставлены как на новые, так и на действующие предприятия.
Продолжались работы и по созданию машин нового поколения для производства капроновых нитей различного назначения. Так на смену машине ПП-350-И3 пришла новая машина ПП-600-И56, а несколько позже - ещё более совершенная МФ-600-КШ24 (правда машины этого типа обладали значительной степенью заимствования с аналогичных зарубежных образцов).
Темпы развития автомобилестроения и самолетостроения определяли непрерывный рост потребности в синтетических кордных тканях для шинной промышленности. Капроновый корд, благодаря своим повышенным механическим свойствам и экономической эффективности, начал выходить на важнейшее место в производстве шин, испытывающих повышенные нагрузки. Потребность в капроновом корде только с 1958 по 1969 годы выросла в десять раз и продолжала расти (не сомневаюсь в том, что потребность в шинах с повышенной ходимостью не отпала и в настоящее время). Это, в свою очередь, определяло и стимулировало создание и совершенствование техники для его производства. Параллельно развивались и смежные отрасли. Так появились отечественные, абсолютно герметичные, сильфонные вентиля, необходимые в системах ВОТ, что значительно улучшило санитарно-гигиенические условия эксплуатации прядильных машин. В Запорожье освоен был выпуск статических преобразователей частоты различной мощности, что позволило отказаться от громоздких и не очень надежных машинных (вариаторных) преобразовательных установок. На Винницком электротехническом заводе были созданы несколько типоразмеров специальных синхронно-реактивных электродвигателей «ДРС» и освоено их серийное производство специально для машин ЛМО имени Карла Маркса. Применение этих электродвигателей и статических преобразователей избавило от необходимости использовать трансмиссии и вообще вывело отечественное машиностроение на совершенно новый уровень. Это далеко не все примеры внедрения продукции смежных отраслей, изделия которых применялись в создаваемом оборудовании для производства химволокон в качестве комплектующих изделий.
В очередных разработках коллектива электриков и электронщиков СКТБ МХВ (Ю.М.Александров, Ф.Б.Эльман, В.М.Алексеев, А.Д.Иванов и др.) незамедлительно была с успехом использована возможность применить все эти электротехнические новинки.
В этот же период было принято решение рассматривать плавильно- формовочную (ПФ) и приемно-намоточную (ПН) части машин как самостоятельные изделия. Таким образом новой первой самостоятельной приемно-намоточной машиной стала создаваемая ПН-1000-И. От ставшего уже традиционным общего композиционного решения разработчики отдела О.В.Пономарева не отошли, сохранив однако 18 картеров механизмов намотки как несущее основание всей намоточной машины. Но не зависимо от этого машина ПН-1000-И уже была явно намного совершенней предыдущей ПП-1000-И. Отечественное машиностроение поднялось ещё на одну ступеньку.
***
После Чернигова моя работа несколько изменила свой характер. Монтажные и пусковые вопросы отчасти стабилизировались, а на стадии опытных образцов перешли в сферу влияния СКТБ МХВ. Кроме того, все инженеры моего отдела уже приобрели достаточный опыт и могли вполне самостоятельно решать многие технические вопросы и, самое главное, были полностью взаимозаменяемы. Благодаря этому я стал значительно реже ездить в командировки. В большинстве случаев меня только направляли расхлебывать вопросы недопоставки или дефектов, разбираться в которых должен был в первую очередь отдел технического контроля или отдел сбыта. Но руководство предпочитало решать такие вопросы путем дипломатических переговоров, что, видимо, мне удавалось лучше, чем работникам этих служб. Своих же сотрудников к таким делам я старался не привлекать - это не входило в наши прямые обязанности. Бывало, мы сами и сообща определяли кому выпадала необходимость ехать в командировку. Это происходило в случаях участия в испытаниях или для выяснения тех или иных технических вопросов. Но всё это теперь уже носило больше эпизодический характер, чаще зависящий от нашей инициативы. Время моего пребывания на своем рабочем месте на заводе значительно увеличилось. Это позволило мне и моим сотрудникам регулярно принимать участие в технических советах и быть в курсе всех новых разработок по нашей тематике. Кроме того мы получили возможность рассматривать технические задания на новые проекты ещё на стадии их разработки, и теперь были в курсе того, что ещё предстоит создать или уже находилось в стадии проектирования. Правда руководство СКТБ МХВ к моим попыткам вмешательства на этом этапе относилось без особого, мягко говоря, энтузиазма. (В 1970 году СКТБ МХВ вошло в состав объединения и наши отношения несколько изменились).
Мне очень не нравились методы работы СКТБ МХВ. Директор Г.А.Голубев и ряд ведущих специалистов этого, теперь уже достаточно солидного, конструкторского бюро посчитали возможным присвоить себе роль непререкаемых авторитетов. Мои попытки рекомендовать те или иные конструктивные решения, которые, на мой взгляд, улучшали бы потребительские свойства машины, отторгались часто даже без обсуждения. Это меня подтолкнуло к проведению альтернативных разработок. Возникло некое подобие конкуренции. Так, в частности, впервые в истории ЛМО имени Карла Маркса нами было получено «Свидетельство на промышленный образец №381», выданное ЛМО им. Карла Маркса с приоритетом от 10.12.1966 года.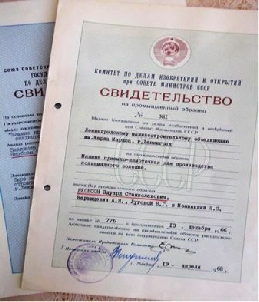
Свидетельство на промышленный образец приемно-намоточной машины для кордной нити, принятой к оснащению предприятий химволокна с 1966 года и не имевшей себе аналогов более двух десятков лет.
При активной поддержке генерального директора объединения А.К.Степанова моей группе довелось в кратчайшие сроки разработать необходимую документацию на совершенно оригинальную конструкцию приемно-намоточной части машины блочно-секционного типа. От аналогичных машин предшествующих разработок она отличалась не только внешним видом. Главными её достоинствами было применение всех важнейших скоростных рабочих органов в виде самостоятельных блоков, что обеспечивало высокий уровень организации ремонта (путем замены отдельных блоков без остановки машины). Кроме того, разбивка машины на почти полностью собранные секции обеспечивала высокий уровень её заводской готовности, что в значительной степени снижало трудозатраты на упаковку и транспортирование. До минимума сокращались сроки монтажа и подготовки к вводу в эксплуатацию. Это обеспечивалось в течение буквально всего нескольких часов путем установки и стыковки секций на заранее подготовленном фундаменте.
Кроме того в формовочной части машины было применено ещё одно новшество, защищенное нашим авторским свидетельством № 168819 на изобретение с приоритетом от 31 января 1963 года. Это «Прядильная головка машин для производства химических волокон» с быстросъемным дозирующим насосом.
Генеральный директор ЛМО А.К.Степанов не только поддержал нашу разработку, но и внес предложение, которое звучало примерно так: «разберитесь с комбинатами и который из них возьмет машину на испытания и согласится обеспечить их проведение, мы в короткие сроки изготовим, отгрузим туда и сами смонтируем». Наибольший интерес проявил Барнаул.
Намоточная часть машины ПП-1000-ИМ в Барнауле
Это было в начале 1965 года, а уже через 3-4 месяца в адрес этого предприятия пошла отгрузка опытного четырехместного образца модернизированной машины марки ПП-1000-ИМ. Прямо «с колёс» она была смонтирована, и благодаря усилиям начальника цеха К.А.Зубковой и механика В.М.Жданова, к ней были оперативно подключены требующиеся цеховые коммуникации. К концу года машина ПП-1000-ИМ уже прошла необходимые испытания и была принята Госкомиссией к серийному производству. На этом этапе мне удалось обойти СКТБ МХВ.
Всё это происходило в период очередной реорганизации управления. Постановлениями Совета Министров СССР от 30 сентября 1965 года и Ленсовнархоза от 20 октября 1965 года ЛМО имени Карла Маркса было передано в подчинение Главному управлению машиностроения для производства химических волокон и легкой промышленности (Главхимлегмаш) Министерства машиностроения для легкой и пищевой промышленности и бытовых приборов СССР (Минлегпищемаш).
***
В начале 1966 года появилась информация о готовящемся контракте на поставку наших машин в Болгарию. Оказалось, что ГИПРОИВ уже ведет совместно с болгарскими специалистами проектирование комбината по типу черниговского, который должен быть построен в городе Видин (о существовании этого города я тогда узнал впервые). Руководство предложило мне готовиться. Правда, что под этим подразумевалось, у нас не знал никто. Опять мне пришлось окунуться в совершенно незнакомую, абсолютно новую для меня сферу деятельности. Начал я с изучения стандартов на требования к экспортным поставкам машиностроительной продукции. Выяснил, что всё должно определяться контрактом. Но его нет. Запросил ГИПРОИВ и из ответа стало известно, что этим занимается В/О «Союзхимзарубежстрой», но контракт на поставку оборудования ещё не готов, а виды оборудования и объем поставок будут оговариваться заказ-нарядами. Добился официальной информации о том, что в контракте предусматривается поставка машин для кордной нити (ПП-1000-ИМ в двух исполнениях, на 4 и 18 рабочих мест), для текстильного ассортимента (ПП-600-И на 8 и 56 рабочих мест) и крутильно-вытяжных (КВ-300-И). Это дало возможность заблаговременно приступить к подготовке конструкторской документации в экспортном исполнении и разработке экспортных технических условий на каждую из этих машин. Естественно, в зависимости от маршрута и способа транспортировки грузов с оборудованием, от перевалочных операций, сроков хранения и климатических условий зависели требования к таре, консервации и упаковке. На всё это существовали государственные стандарты и ведомственные инструкции, которые требовалось изучить, соответственно, внести их требования в техническую документацию и в конечном счете - обеспечить. Во всё это нужно было вникать. Без дополнительных консультаций со специалистами было не обойтись. А такие, например, процессы, как технология консервации и защита пультов управления и шкафов с электроникой при перевозке морским транспортом и длительном хранении требовали ещё и серьезного изучения на предприятиях, имеющих соответствующий опыт (предполагалось, что маршрут будет комбинированный: по железной дороге до порта Ильичевск под Одессой, морем до Варны с перегрузкой там на болгарские суда и транспортированием по Дунаю до речного порта в городе Видин). Я не мог быть в стороне от всего этого и чем больше старался разобраться, тем больше возникало вопросов, которые мне же приходилось и решать. И это всё при обычной постоянной загрузке. Раньше семи-восьми вечера я не уходил домой, да и дома засиживался до полуночи за изучением нормативных документов или делая заготовки тех документов, которые, по моему мнению должны были понадобиться.
С поступлением заказ-нарядов оборудование было запущено в производство, но появились дополнительные требования, которые срочно нужно было вносить в документацию. В те времена это было, как я уже отмечал и раньше, очень даже непросто: всё делалось вручную, часто более чем в пятнадцати экземплярах различных чертежей и документов в разных службах и цехах. Хорошо, что основные материалы и важнейшие комплектующие изделия для поставок на экспорт мы заявили заблаговременно и это, кроме некоторых дополнений, серьезных изменений не требовало.
Контракт же увидеть так и не удалось. Нам дали понять, что он заключается от В/О «Союзхимзарубежстрой» на весь комплекс работ, включая проектирование предприятия, поставку оборудования и помощь в его освоении, а также то, что нам ничего кроме заказ-нарядов (по их мнению) не требуется. Всё бы так, но многое было не совсем ясно, в том числе об обязательном объеме документации, о наличии у заказчика измерительных приборов для наладки и о шеф-монтаже. Чтобы нас не застали врасплох, я заблаговременно внес руководству свои предложения и получил указание готовить всё, что я считал необходимым. Мои планы по группе шеф-монтажа были одобрены и список с учетом резерва был представлен генеральному директору объединения.
А пока суд да дело я собрал всю рекомендованную мной группу и довёл до сведения о моем предложении, предупредив, что никаких гарантий нет, что могут последовать изменения по численному составу и персонально, но не в зависимости ни от чего готовиться нужно всем и что от каждого члена потенциальной бригады я жду предложений о том, какие материалы, инструменты, приборы, чертежи и другие документы могут понадобиться для работы у заказчика каждому из специалистов. Кроме того, каждый член потенциальной бригады должен в процессе изготовления всех трех типов машин углублять свои знания по их особенностям (в рамках своей специализации и, по возможности, шире) и все неясные вопросы выносить на совместное обсуждение, которое будем проводить периодически. Не ограничиваясь этим, я постоянно встречался и общался с каждым на его рабочем месте, пополняя при этом и свои знания.
***
Изготовление оборудования для Болгарии началось уже в конце 1966 года. В первую очередь был уточнен заказ комплектующих изделий в экспортном исполнении, и запущены в производство машины для опытного цеха комбината в Видине. Это по одной машине ПП-600-И8, ПП-1000-ИМ4 и КВ-300-И. Изготовление же машин для основного производства началось с некоторым сдвигом по срокам. Экспортная продукция отличалась повышенными требованиями к покрытиям всех видов, включая лакокрасочные, предусматривался увеличенный объем контрольных операций при изготовлении как отдельных деталей, так и сборочных единиц. Предусмотрен был наиболее полный объем стендовой сборки и стендовых испытаний. Особые требования предъявлялись к консервации и упаковке. Машины для опытного производства сопровождались полным комплектом своей документации, запчастями, а также специальным и монтажным инструментом и необходимыми приборами. Кроме того мы ввели в поставку трех-четырехкратный комплект технологических деталей (шпуль, насосов, деталей фильерного комплекта и т.п.) для оборота на период освоения и даже некоторое количество специальной смазки для механизмов раскладки нити. Объем всего этого набора мы закладывали в документацию для отгрузки заказчику большей частью по своему усмотрению (в заказ- нарядах на это была только ссылка в самых общих чертах).
Сроки поставок были очень жесткие и изготовление оборудования шло в весьма напряженных условиях. Мы уже не подчинялись Ленсовнархозу и рассчитывать на помощь со стороны предприятий города наша фирма не могла. Для всей моей группы это был очень сложный период. Нам довелось впервые в жизни готовить оборудование на экспорт, хоть и в братскую страну, но все же в зарубежье, куда никто из моего бюро никогда не выезжал. (Я был единственным, кто побывал в марте 1963 года в двухнедельной командировке в Румынии, в Бухаресте, где ознакомился в институте химии с новой немецкой машиной для нейлона, а также в городе Совенешти на предприятии химволокна - с монтажом оборудования фирмы «Шатильон»).
Наступил 1968 год. Поставки оборудования в Болгарию близились к завершению. Сейчас пытаюсь восстановить в памяти, какой объем всё это представляло и сам удивляюсь тому, что, по моим приблизительным подсчетам, это составило более трех тысяч упаковочных мест общим весом не менее 2,5 тысяч тонн. Помню, что ещё в начале отгрузки мы уведомили В/О «Союзхимзарубежстрой» о необходимости информировать болгарскую сторону строго соблюдать при складировании и хранении требования к по-машинному штабелированию ящиков с оборудованием. При этом отдельно выделили номера ящиков каждой машины, хранение которых должно осуществляться только в закрытом помещении. (Здесь мне очень помог опыт, приобретенный на новостройках в Союзе).
Вопрос шеф-монтажа продолжал оставаться открытым и это подтолкнуло меня создать инструкцию по промежуточному складированию оборудования в непосредственной близости к монтажной площадке со схемой транспортирования в зону монтажа с участками распаковки и расконсервации. При этом я не забыл предусмотреть визуальный контроль при распаковке и отражение его результатов в упаковочном листе каждого упаковочного места под личную подпись ответственного лица стороны заказчика. (В отечественных условиях это практически не соблюдалось, что, бывало, приводило к конфликтам).
Ближе к лету в вопросе шеф-монтажа наметились некоторые подвижки. Отдел кадров начал направлять потенциальных членов бригады в райком партии на собеседование. Афишировать это было не принято и задавать по этому поводу вопросы считалось не этичным. Известно было только, что комиссия райкома утверждала (или не утверждала) характеристики с рекомендациями. Характеристики давали первичные партийные организации и партком предприятия выносил их на утверждение в райком. Дошла очередь и до меня. Я был беспартийным и о подготовке (и тем более о содержании) моей характеристики меня не считали нужным информировать. Кто её готовил и когда, мне было неизвестно. Во всяком случае в моей памяти это не отложилось.
Комиссия райкома партии Выборгского района Ленинграда заседала в помещении райкома на проспекте Карла Маркса 86 и состояла она из нескольких ветеранов (по крайней мере мне так показалось). Меня поразил характер вопросов и их постановка. В частности их интересовало зачем я собираюсь ехать в Болгарию и что я, как конструктор, буду там делать. Мне казалось, что они так и не поняли толком, что на меня возлагается обязанность быть техническим руководителем группы шеф-монтажа и быть полномочным представителем завода-изготовителя. Другие вопросы касались моей полит грамотности. Я же со своей стороны никак не мог сообразить, для чего этот фарс. Решения комиссии я не услышал. Единственное прояснение, которое наступило после посещения райкома, так это по составу нашей группы. В неё вошли: инженер-электрик Лев Кошмин, техник-электрик Виктор Пчелкин, техники-монтажники Николай Шмелев, Михаил Панченков, техник-технолог Иван Гамилов и я.
Дальше наступило затяжное затишье. Никакой ясности о дате выезда, сроках пребывания, о порядке проведения работ и чем должна завершаться наша деятельность в Болгарии, а также о бытовых и материальных условиях там.
Ни-че-го.
Мы как работали, так и продолжали работать на своих рабочих местах.
Февраль 2014 года
БЛОКАДА Глава 2. Кольцо замкнулось
БЛОКАДА Глава 4. Голод и холод
БЛОКАДА Глава 5. Пригласительный билет
БЛОКАДА Глава 6. Ничто не забыто?
БЛОКАДА Глава 7. Жизнь продолжается
БЛОКАДА Глава 9. В неизвестность
ПЕРЕСЕЧЕНИЯ. Часть 1. Дело было в Сибири
ПЕРЕСЕЧЕНИЯ. Часть 2. Вокруг Ладоги
ПЕРЕСЕЧЕНИЯ. Часть 3. Поиск пути
ПЕРЕСЕЧЕНИЯ. Часть 4. На "Вулкане"
ПЕРЕСЕЧЕНИЯ. Часть 5. Дружба, школа, институт
ПЕРЕСЕЧЕНИЯ. Часть 6. На подъеме
ПЕРЕСЕЧЕНИЯ. Часть 7. Болгарский дебют
ПЕРЕСЕЧЕНИЯ. Часть 8. Развитой социализм или застой?
ПЕРЕСЕЧЕНИЯ. Часть 10. Жизни и судьбы
ПЕРЕСЕЧЕНИЯ. Часть 11. Интеллект по наследству.
ФИНИШ ЭСТАФЕТЫ (часть четвёртая)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 1)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 2)
ГЕРОСТРАТЫ XXI СТОЛЕТИЯ (глава 3)
Мне понравилось?
(Проголосовало: 32)Комментарии (0)



























































Удалить комментарий?
Внимание: Все ответы на этот комментарий, будут также удалены!
Редакция не несет ответственности за содержание блогов и за используемые в блогах картинки и фотографии.
Мнение редакции не всегда совпадает с мнением автора.
Оставить комментарий могут только зарегистрированные пользователи портала.
Войти >>